






Description
Designing the hydraulic circuit of the LVD press

After visiting the LVD press, the hydraulic system was designed, in addition to solving the problems of the hydraulic system, parts that are easily available in the Iranian market were used. The initial design was prepared by and then analyzed with the hydraulic circuit simulator software.
After that, the choice of hydraulic equipment and the design of the manifold block and the 3D model of the new powerpack were taken, and the goods and the power pack were placed in the manufacturing order.
Construction of hydraulic power pack and construction of hydraulic manifold block
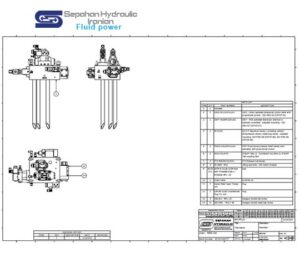
In order to reduce the amount of pressure drop in the hydraulic circuit and to minimize the external leakage in the press system, one integrated block is used, which was designed and built by the engineers of this company. The block is intended for the installation of all faucets
After designing the hydraulic power pack, we proceeded to design and manufacture the manifold block. The manifold block should be designed in such a way that we have the lowest pressure drop in the circuit, and also after the construction of the manifold block, in order to perform the flushing operation of this equipment, the ratio of washing it with The method of ultrasonic washing and flushing was performed. The manifold block map is as follows.
In order to reduce the amount of pressure drop in the hydraulic circuit and to minimize the external leakage in the press system, one integrated block is used, which was done by the engineers after the construction of the hydraulic fluid tank, its internal washing and flushing, and compared to the internal painting and Its exterior was covered with epoxy paint. Because epoxy paint is a type of industrial paint that consists of the combination of two chemicals, epoxy and hardener. After drying, this paint creates a hard and strong coating that is resistant to chemicals, water, abrasion and impact. And it is a good option for industrial applications.
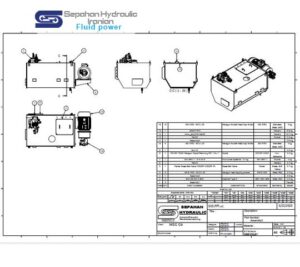
In the last stage, relative to the assembly of parts, proportional hydraulic valves, proportional directional valves, test point, pressure transmitter, inductive sensor for suction valve warning, suction line filters and 350 bar pressure line filter, variable flow hydraulic pump and 37 kW electric motor. , 4 inch expansion joint, bumper rubber, cooling fan, fluid circulation pump and motor, filtration, etc. were done.
Selection of hydraulic elements in hydraulic power pack
1-Hydraulic pump
The reason for choosing the variable flow hydraulic pump is its low noise, high efficiency, ease of changing the swatch plate angle, and the wide range of parts. be By using the DFLR controller, the flow rate changes in a uniform and continuous flow, and it is possible to reach the maximum and minimum flow rate by activating the poppet hydraulic valve spool installed on the pump. This will increase the efficiency and lower depreciation in the hydraulic system. The standard of fluid pollution for this type of pumps is recommended to be less than 15 microns. Also, by using port X, we can easily control the pressure with the secondary pusher and solenoid valve. The maximum pressure is set to 350 bar and the minimum pressure is set to 20 bar. Also, the feature of pressure compensated pump increases the efficiency and reduces the depreciation of the hydraulic system and equipment
2- Proportional directional hydraulic valve
For this press, the professional valve made by Parker in America was required to be 4 positions. Also, this valve is not sensitive to contamination in hydraulic fluid up to 15 microns, and according to the unique steering schematic of this type of valve, we can have 4 different modes, and with 3 spools, this type of valve can control the fluid in 4 modes. This milk is one of the latest versions produced by this company.
According to the structure of the selective valve and the hydraulic system of the swing press, sometimes it is necessary to connect the paths A and B of the cylinder in order to move the fluid between the cylinder throat and the bottom of the cylinder, the fourth mode of the selective hydraulic valve makes this possible for us. In Delta P 5 times, it has a flow capacity of 200 liters and is about 2 times the output flow rate of the pump and is equipped with an LVDT position sensor that provides high accuracy and better performance. The command and feedback of this valve is 0… ±10V 0…+10V P->A and is connected to the electronic circuit with a 7-pin socket. The response speed of the valve operation from closed to fully open is 37 milliseconds. Hysteresis of less than 0.1% made this type of valve recommended.
3-Pressure sensor
4- 60 micron suction fur filter
5- 10 micron pressure line filter
6- Return line filter
7- Level sensor:
In order to survey the fluid level of the tank, which is sent to the electrical system by using the reed relay inside the steel tube and the float, the open and closed signal is sent.
8- PT100 temperature sensor
9- Suction valve inductive sensor
10- High pressure sensor, suction line transmitter, fluid suction sensor to the pump to warn of viscosity change and the minimum and maximum negative pressure of the pump
11- Cooling system
12- Others..
After completing the hydraulic power pack, it was tested at maximum pressure for 6 hours with H46 fluid to ensure the correct operation of the cooling system of the element inside the tank, the temperature was set at 46 degrees ambient temperature in summer) and the temperature of the hydraulic fluid during this period exceeded It did not reach 67 °C.
To test the performance of this equipment, a hydraulic cylinder with a diameter of 200 and a stroke of 15000 mm was used. The environmental sound of this hydraulic power pack is 52 decibels from a distance of 1 meter, which was accepted according to the mod factory environment.


Reviews
There are no reviews yet.